超聲波焊接是什么��?
來(lái)源:超聲波焊接機(jī)??發(fā)布時(shí)間:2022-09-30 16:45??點(diǎn)擊:
超聲波焊接是利用高頻振動(dòng)波傳遞到兩個(gè)需焊接的物體表面����,在加壓的情況下�����,使兩個(gè)物體表面相互摩擦而形成分子層之間的熔合�。需要包含超聲波發(fā)生器、轉(zhuǎn)換器�����、升壓器�����、焊具等部件�。一套超聲波焊接系統(tǒng)的主要組件包括超聲波發(fā)生器/換能器/變幅桿/焊頭三聯(lián)組/模具和機(jī)架�����。
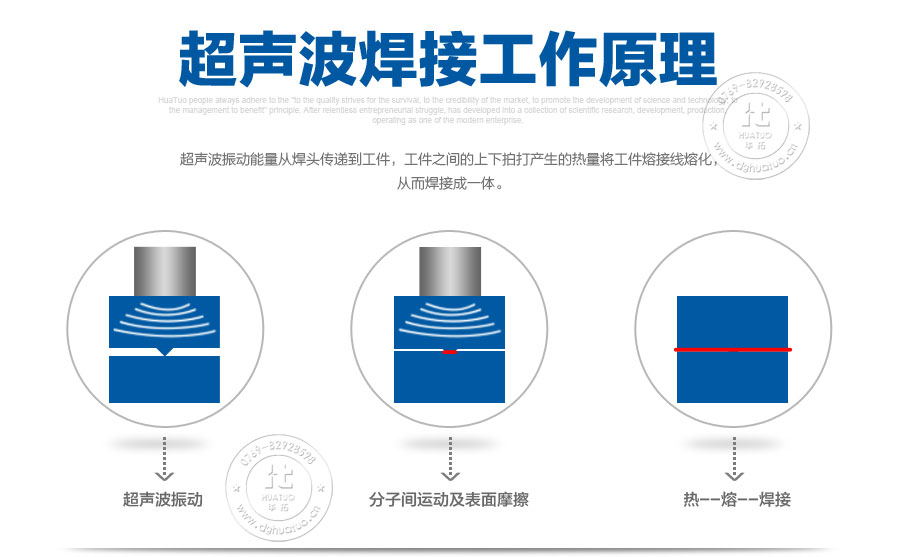
超聲波焊接是通過(guò)超聲波發(fā)生器將50/60赫茲電流轉(zhuǎn)換成15、20����、30或40 KHz 電能。被轉(zhuǎn)換的高頻電能通過(guò)換能器再次被轉(zhuǎn)換成為同等頻率的機(jī)械運(yùn)動(dòng)����,隨后機(jī)械運(yùn)動(dòng)通過(guò)一套可以改變振幅的變幅桿裝置傳遞到焊頭。焊頭將接收到的振動(dòng)能量傳遞到待焊接工件的接合部����,在該區(qū)域,振動(dòng)能量被通過(guò)摩擦方式轉(zhuǎn)換成熱能����,將需要焊接的部件區(qū)域熔化。超聲波不僅可以被用來(lái)焊接金屬���、硬熱塑性塑料���,還可以加工織物和薄膜等。
超聲波作用于熱塑性的塑料接觸面時(shí)����,會(huì)產(chǎn)生每秒幾萬(wàn)次的高頻振動(dòng)�����,這種達(dá)到一定振幅的高頻振動(dòng)��,通過(guò)上焊件把超聲能量傳送到焊區(qū)����,由于焊區(qū)即兩個(gè)焊接的交界面處聲阻大���,因此會(huì)產(chǎn)生局部高溫��。又由于塑料導(dǎo)熱性差���,一時(shí)還不能及時(shí)散發(fā),聚集在焊區(qū)��,致使兩個(gè)塑料的接觸面迅速熔化�,加上一定壓力后,使其融合成一體�����。當(dāng)超聲波停止作用后����,讓壓力持續(xù)幾秒鐘,使其凝固成型��,這樣就形成一個(gè)堅(jiān)固的分子鏈�,達(dá)到焊接的目的,焊接強(qiáng)度能接近于原材料強(qiáng)度����。
超聲波塑料焊接的好壞取決于換能器焊頭的振幅,所加壓力及焊接時(shí)間等三個(gè)因素��,焊接時(shí)間和焊頭壓力是可以調(diào)節(jié)的��,振幅由換能器和變幅桿決定���。這三個(gè)量相互作用有個(gè)適宜值�����,能量超過(guò)適宜值時(shí)����,塑料的熔解量就大,焊接物易變形����;若能量小,則不易焊牢��,所加的壓力也不能太大�。這個(gè)最佳壓力是焊接部分的邊長(zhǎng)與邊緣每1mm的最佳壓力之積。
超聲焊接一般都要求熔接口要小�����,接觸面要統(tǒng)一��。接口設(shè)計(jì)取決于焊接的材料���,焊件的形狀以及焊件要求等因素����。通常連接的三角形狀部分會(huì)聚集超聲能量�,并快速融化形成焊接面。由左向右(對(duì)接接頭����、階梯型����、榫槽型)
超聲波塑料焊接可用于所有熱塑塑料���。在為部分結(jié)晶塑料制成的工件開(kāi)縫時(shí)必須注意,這種塑料類型所采用的焊接方式與非晶態(tài)塑料的焊接方式大相徑庭�。
可適用材料有PS、ABS����、Acrylic、ABS�、SAN、PMMA���、PC-ABS Blends�、 Polycarbonate/PC�����、PC-ABS Blends����、PPS��、Polysulfone/PSO��、PVC�、ASA���、PPO����、PC-PBT Blends��、Polyester����、Ryton、PET��、Polyamide Co-polymer (Nylon 6-3-T)��、Valox Polyamide/Nylon 6�、Polyamide/Nylon 6/6、PBT����、PP���、PE、Polyacetal���、Ultem(PEI)等
以上即超聲波焊接的介紹,如有需求可咨詢聯(lián)系我們了解產(chǎn)品�����,華拓超聲波歡迎您的咨詢�。

試用")
理由退換貨")